
Co-extrusion de flacons multicouche
Le procédé de co-extrusion-soufflage exploite les caractéristiques spécifiques des différents matériaux thermoplastiques en créant une structure multicouche. De cette manière il est possible de satisfaire aux exigences telles que: résistance aux hautes températures, à la pénétration de vapeur d’eau et d’oxygène, résistance à la perte d’anhydride carbonique, aux solvants, aux alcools, aux saveurs alimentaires, protection contre les rayons ultraviolets. Les polyoléfines sont efficaces contre la pénétration de la vapeur d’eau, cependant elles ont une réduite capacité de rétention des gaz. Pour réaliser une barrière à l’oxygène ou à l’anhydride carbonique il faut donc utiliser des matériaux à coefficient de perméabilité faible, tels que EVOH, PVDC, PAN, PA. L’épaisseur minimum réalisable par le procédé de co-extrusion soufflage est de l’ordre de 20/30 microns. Pour le choix des matériaux à combiner en une structure multicouche, il faut évaluer les caractéristiques d’adhérence entre les différentes couches vu qu’un délaminage éventuelle, d’autant plus probable en correspondance des points de soudure ou d’ébavurage, rendrait le conteneur inutilisable. Toutefois, il est possible de combiner des matériaux qui sont semblables entre eux tels que LDPE et HDPE ; les matériaux qui présentent des caractéristiques barrière n’adhèrent généralement pas aux polyoléfines et nécessitent l’interposition d’une couche de matériel adhésif.
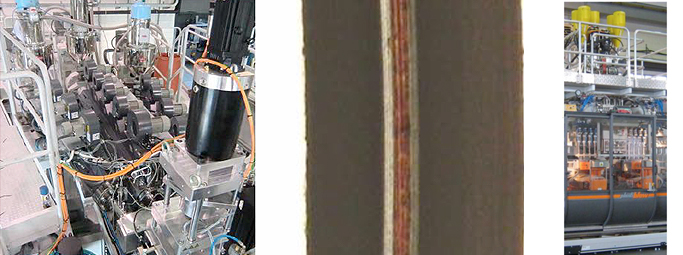
Plastiblow fournit la technologie la plus avancée pour la production de conteneurs multicouche et propose des installations avec station de soufflage simple ou double avec extrudeuses horizontales ou verticales, selon les cas, et têtes de co-extrusion jusqu’à 12 sorties et 7 couches. La conception de la tête doit être optimisée afin d’obtenir une épaisseur uniforme et une vitesse homogène pour chaque couche. Les épaisseurs des couches peuvent être varié en variant les portées des extrudeuses. La tête de co-extrusion se réalise au moyen de machines-outils à commande numérique capables d’assurer des tolérances réduites et constantes, assurant ainsi un contrôle soigneux de chaque couche en termes d’épaisseur aussi bien que d’homogénéité de la distribution annulaire.. Plastiblow a acquis une expérience considérable dans ce domaine grâce à l’étroite collaboration avec ses clients et avec d’autres fournisseurs de renommée internationale. Du point de vue fonctionnel, on peut essentiellement distinguer 3 typologies de têtes de co-extrusion: teste a due strati per la realizzazione di uno strato decorativo esterno;
- Têtes à deux couches pour la réalisation d’une couche décorative extérieure;
- Têtes à trois couches pour la réalisation d’une couche intermédiaire de matériel recyclé;
- Têtes de co-extrusion de 3 à 7 couches utilisant une couche barrière.
Selon le domaine d’application, il est possible d’identifier des structure multicouches spécifiques qui permettent de satisfaire les caractéristiques requises pour les flacons en termes esthétiques aussi bien que de conservation du contenu.
Cosmétique et soin personnel
Les flacons utilisés pour les produits cosmétiques doivent avoir une surface brillante, être résistants aux égratignures et faciles à imprimer (procédé de sérigraphie). Afin d’obtenir ces caractéristique on utilise des structures à deux couches. L’épaisseur des couche est le résultat de l’optimisation de deux exigences opposées. D’un côté, l’intention est de réduire la quantité de mélange-maître dont le coût est souvent élevé; de l’autre, il faut garantir une bonne couverture qui soit uniforme pour donner au produit une apparence esthétique identique à celle d’un produit réalisé avec une seule couche. La quantité de mélange-maître nécessaire pour assurer une bonne couverture augmente avec la diminution de l’épaisseur et avec l’augmentation du contraste de couleur entre la couche intermédiaire et la couche extérieure. Normalement la couche extérieure représente environ 20% de l’épaisseur totale. Un autre cas d’utilisation de structures à deux couches est celui des flacons soft-touch qui donnent un toucher agréable. Afin d’obtenir cette caractéristique on utilise des matériaux à base de PP; la sensation du toucher changera selon l’épaisseur de la couche extérieure qui, en ce cas, peut même être inférieure à 10%.
Pour le secteur des cosmétiques Plastiblow a récemment fourni une souffleuse électrique avec station double et tête de co-extrusion décorative de 10 paraisons avec interaxe de 110 mm.

Produits agrochimiques
En ce qui concerne les conteneurs pour les produits chimiques (huiles, solvants, détergents, engrais, herbicides, fongicides), afin d’améliorer la résistance aux substances agressives ou l’imperméabilité aux solvants, on utilise le polyamide (PA) comme matériel barrière. Normalement on réalise des structures à trois couches. Dans le cas où l’on prévoit l’utilisation de matériels recyclés, la structure est de quatre couches: couche barrière d’intérieur/ adhésif / matériel recyclé / couche extérieure de matériel vierge coloré. Dans ce domaine Plastiblow a réalisé plusieurs souffleuses avec des têtes de co-extrusion à 4 couches.
Industrie alimentaire
Dans le cas des produits alimentaires (sauces, jus de fruits, ketchup, moutardes, gelées, ...) il est important de créer une barrière contre les gaz, l'air ou la vapeur d'eau et de limiter la perte de composés aromatiques. Grâce à la technologie de coextrusion, des flacons sont créés qui garantissent au contenu une durée de conservation adéquate, c'est-à-dire le maintien des caractéristiques organoleptiques et sensorielles pendant une certaine période de temps. Les conteneurs coextrudés pour ce type d'applications ont une structure à 5 ou 6 couches s'il y a une couche de matériau récupéré. La séquence typique des couches est: PEHD interne / adhésif / barrière / adhésif / récupéré / PEHD externe Le matériau barrière utilisé est dans la plupart des cas l'EVOH et l'épaisseur de la couche barrière dépend du type de produit. Lorsque, en revanche, seule une barrière UV est requise, comme dans le cas des bouteilles de lait longue durée, des structures à 3 couches de PEHD blanc / noir / blanc sont utilisées, généralement en pourcentages 30 40 30 ou 40 40 20. La couche noire permet en effet une protection efficace contre la lumière du soleil, responsable de la dégradation des caractéristiques organoleptiques du lait et de ses dérivés.

Les souffleuses électriques de Plastiblow sont spécialement appropriées pour la production de bouteilles dans le secteur alimentaire, puisque l’absence totale d’actionneurs hydrauliques évite toute contamination des produits et de l’environnement, permettant ainsi l’utilisation de la machine dans des zones stériles ou d’atmosphère contrôlée, souvent utilisées par les entreprises alimentaires afin de prévenir la formation de colonies bactériologiques.
Parmi les plus récentes expériences dans ce domaine, Plastiblow a réalisé une souffleuse électrique de chariot double avec course longue pour la production de flacons pour sauces à 6 couches avec moules de 8 cavités avec interaxe de125 mm. La composition des couches de l’intérieur vers l’extérieur est la suivante: PP / recyclé / adhésif / EVOH / adhésif / PP. L’épaisseur des couches varie des 30 microns de la couche adhésive au demi millimètre du matériel recyclé. La souffleuse est pourvue de 3 extrudeuses horizontales (pour les couches intérieure, extérieure et recyclé) et de trois extrudeuses verticales (pour les couches adhésif et barrière). Étant donné les dimensions de la tête et des extrudeuses il a fallu accorder une attention particulière à la structure de soutien et au mouvement chavirant de la tête.

Download pdf: coex-pb_fr.pdf
Autres informations: plastiblow@plastiblow.it








